-

苏州汇志金属制品有限公司
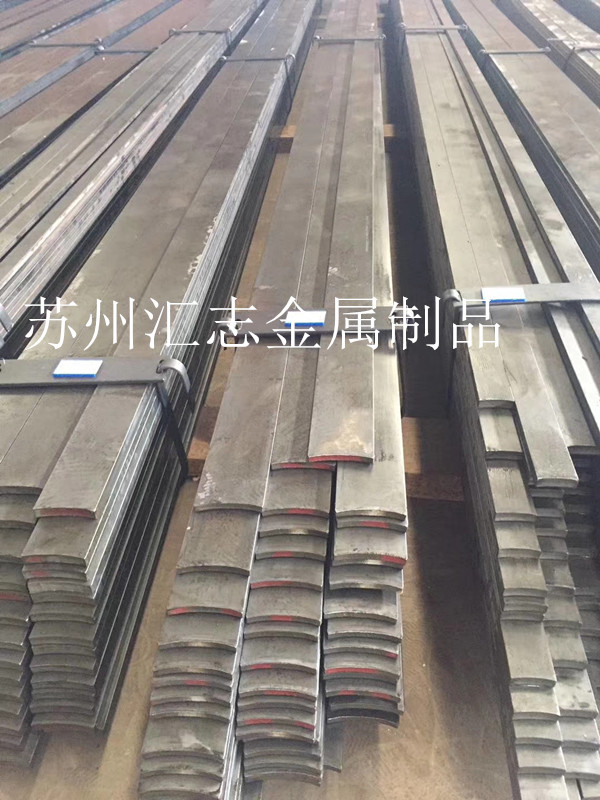
主营:冷拉扁钢,电梯部件,光亮扁钢

苏州汇志金属制品有限公司
主营:冷拉扁钢,电梯部件,光亮扁钢 7
7
冷轧通常是用热粗轧、精轧后得到厚度为2~4mm、经过酸洗和退火处理的钢卷作坯料,用多辊轧机(可逆或连续轧制)轧成厚度在0.8mm至0.01mm的薄板。由于冷金属具有很大的变形抗力,现化冷轧机的轧制力已达到数千吨,而轧制速度则接近2500m/min。显然,金属在这样高速的变形过程中,一方面由于金属内部分子间的磨擦必然产生大量的热能;另一方面,轧材的减薄(延伸)又不可避免地使轧辊与轧材表面发生相对运动
冷轧扁钢为保证连续生产,厚度一般不**过15毫米,宽度基本100毫米以下,这既有原材料的因素,也**器设备*生产的考虑原因。
冷轧是在常温状态下由热轧板加工而成,虽然在加工过程因为轧制也会使钢板升温,尽管如此还是叫冷轧。由于热轧经过连续冷变型而成的冷轧,在机械性能比较差,硬度太高。必须经过退火才能恢复其机械性能,没有退火的叫轧硬卷。轧硬卷一般是用来做*折弯,拉伸的产品,1.0以下厚度轧硬的运气好的两边或者四边折弯。
1.冷轧是在常温状态下由热轧板加工而成
2.一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
在轧钢(主要是冷轧)过程中,为了减小轧辊与轧材之间的磨擦力,降低轧制力和功率消耗,使轧材易于延伸,控制轧制温度,提高轧制产品质量,必须在轧辊和轧材接触面间加入润滑冷却液,这一过程就称为轧钢工艺润滑。